
В ходе капитального ремонта котла №4 ТЭЦ 2 АО ArcelorMittal Temirtau требовалось модернизировать часть имеющегося электрооборудования. Основные компоненты подлежащие замене это пылепитатели. Пылепитатели предназначены для подачи и дозирования угольной пыли к горелкам котла. На котле установлено 12 пылепитателей. Существующий электропривод пылепитателей – электродвигатели постоянного тока (мощность 2,2 кВт). Регулирование приводов групповое, по три привода, всего 4 комплекта. Диапазон регулирования оборотов электродвигателей 500-1500 об/мин.
Основные требования, предъявляемые к внедряемой системе
Каждый пылепитатель должен быть оснащен асинхронным приводом с индивидуальным преобразователем частоты. Исполнение ПЧ (преобразователей частоты) либо системы в целом - не ниже IP 54, рабочий диапазон температур от 0°С до +55°С. Управление приводами должно производиться индивидуально с места установки преобразователей частоты и удаленно с ГРШУ. Система управления должна содержать блок связи с тепловой автоматикой и защитами котла, иметь резервирование, причём передача управления от основной системы блоку резервного управления не должна вызывать остановку котла и должна происходить безударным способом. На месте установки преобразователей частоты и на главном распределительном щите управления ГРШУ должны отображаться параметры работы каждого привода, а именно: частота вращения и ток. Дополнительно система должна обеспечивать оперативную диагностику неисправностей и сохранение архива статистики и диагностики на срок не менее 3 дней.
Цели и задачи проекта
Задачей проекта является повышение стабильности работы питателя в отдельности и системы в целом. Уменьшение времени обслуживания и количество простоев за счёт: замены морально и физически устаревшего оборудования в целом, замены приводов постоянного тока на переменный, установки индивидуального перобразователя частоты на каждый двигатель, применение резервированной системы управления и диагностики, улучшение класса защиты оборудования.
 Описание поставленного оборудования, конфигурация
Описание поставленного оборудования, конфигурация
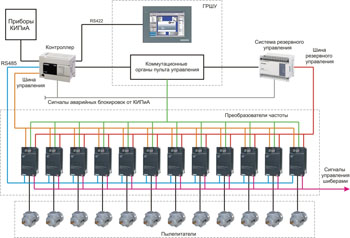
Реализованная система управления пылепитателями состоит из: преобразователей частоты, блока связи с тепловой автоматикой, панели оператора, системы резервного управления. Используемое оборудование смонтировано в распределительных системных шкафах пр-во Rittal. Микроклимат внутреннего пространства шкафов формируется двумя промышленными кондиционерами. Мощности одного кондиционера достаточно для формирования рабочих условий в предельных режимах эксплуатации. Различная температурная уставка включения кондиционеров, позволяет резервировать систему охлаждения.
В качестве приводных механизмов были применены двигатели переменного тока мощностью 4 кВт с номинальной частотой вращения 980 об/мин. Данные параметры двигателя для существующего приводного механизма, позволяют работать в номинальном тепловом режиме во всём диапазоне скоростей. Преобразователи частоты использованы серии FR-A740-00126-EC. Для формирования номинального момента на валу двигателя во всем диапазоне частоты вращения использован режим безсенсорного векторного управление. Управление питателями осуществляется в местном/дистанционном режимах. В качестве местного пульта управления питателем применён базовый ПУ (пульт управления) преобразователь частоты вынесенный на дверь шкафа. Дополнительно на ПУ отображается ток двигателя и частота вращения. Данный режим работы используется как отладочный или аварийный. Дистанционное управление осуществляется с помощью ключей управления КУ, расположенных на ГРШУ. Каждый КУ осуществляет пуск/останов соответствующего питателя непосредственно, минуя контроллер. Релейными выходами преобразователя частоты осуществляется управление шиберами. Алгоритм управления шиберами реализован с использованием внутреннего PLC преобразователя частоты.
Основные требования, предъявляемые к внедряемой системе
Каждый пылепитатель должен быть оснащен асинхронным приводом с индивидуальным преобразователем частоты. Исполнение ПЧ (преобразователей частоты) либо системы в целом - не ниже IP 54, рабочий диапазон температур от 0°С до +55°С. Управление приводами должно производиться индивидуально с места установки преобразователей частоты и удаленно с ГРШУ. Система управления должна содержать блок связи с тепловой автоматикой и защитами котла, иметь резервирование, причём передача управления от основной системы блоку резервного управления не должна вызывать остановку котла и должна происходить безударным способом. На месте установки преобразователей частоты и на главном распределительном щите управления ГРШУ должны отображаться параметры работы каждого привода, а именно: частота вращения и ток. Дополнительно система должна обеспечивать оперативную диагностику неисправностей и сохранение архива статистики и диагностики на срок не менее 3 дней.
Цели и задачи проекта
Задачей проекта является повышение стабильности работы питателя в отдельности и системы в целом. Уменьшение времени обслуживания и количество простоев за счёт: замены морально и физически устаревшего оборудования в целом, замены приводов постоянного тока на переменный, установки индивидуального перобразователя частоты на каждый двигатель, применение резервированной системы управления и диагностики, улучшение класса защиты оборудования.
Описание поставленного оборудования, конфигурацияРеализованная система управления пылепитателями состоит из: преобразователей частоты, блока связи с тепловой автоматикой, панели оператора, системы резервного управления. Используемое оборудование смонтировано в распределительных системных шкафах пр-во Rittal. Микроклимат внутреннего пространства шкафов формируется двумя промышленными кондиционерами. Мощности одного кондиционера достаточно для формирования рабочих условий в предельных режимах эксплуатации. Различная температурная уставка включения кондиционеров, позволяет резервировать систему охлаждения.
В качестве приводных механизмов были применены двигатели переменного тока мощностью 4 кВт с номинальной частотой вращения 980 об/мин. Данные параметры двигателя для существующего приводного механизма, позволяют работать в номинальном тепловом режиме во всём диапазоне скоростей. Преобразователи частоты использованы серии FR-A740-00126-EC. Для формирования номинального момента на валу двигателя во всем диапазоне частоты вращения использован режим безсенсорного векторного управление. Управление питателями осуществляется в местном/дистанционном режимах. В качестве местного пульта управления питателем применён базовый ПУ (пульт управления) преобразователь частоты вынесенный на дверь шкафа. Дополнительно на ПУ отображается ток двигателя и частота вращения. Данный режим работы используется как отладочный или аварийный. Дистанционное управление осуществляется с помощью ключей управления КУ, расположенных на ГРШУ. Каждый КУ осуществляет пуск/останов соответствующего питателя непосредственно, минуя контроллер. Релейными выходами преобразователя частоты осуществляется управление шиберами. Алгоритм управления шиберами реализован с использованием внутреннего PLC преобразователя частоты.
Блок связи с тепловой автоматикой построен на промышленных контроллерах серии FX 3U. В его задачи входит отслеживание срабатывания защит котла, определение условий аварийного останова питателей, сбор информации о состояниии приводной системы. Связь PLC и ПЧ осуществленна по RS 485 интерфейсу.
В качестве устройства отображения режима работы питателей использована 12 – ти дюймовая панель оператора ОП серии GOT 1572 – VNBA. ОП расположена в ГРШУ. На ОП в виде барографов отображается частота вращения и ток нагрузки приводов. Дополнительно на ОП отображается расшифровка аварийных сообщений, их архивирование с фиксацией: времени, даты формирования и квитирования.
Резервная система управления выполненна на промышленных контроллерах серии FX 1N. Её активирование осуществляется в случае выхода из строя основного PLC. Для запуска системы резервного управления на пульте ГРШУ имеется ключ выбора аварийного режима работы. Выбор аварийного режима работы предполагает изменение источника задания частоты вращения и устройства отображения информации. Основной и резервный промышленный контроллер работают одновременно, что в комплексе с аппаратными решениями системы позволяют осуществлять переход на резерв «безударным» способом.
 Решения и особенности применения
Решения и особенности примененияКонцепция данной системы предполагает максимально надёжное решение в условиях ограниченного бюджета. Замена приводов постоянного тока на переменный является давно обоснованным решением и обсуждению не подлежит. Данную задачу часто реализуют используя групповое управление приводами (1 преобразователь частоты на три двигателя). Минусы такого решения очевидны: резко снижается надежность (отказ одного 1 -го преобразователь частоты или 1- го двигателя вызывает останов 3 питателей), невозможность активирования векторного управления, что предполагает увеличение мощности привода, установка дополнительного коммутационного оборудования, в том числе защит двигателя, установка измерительных трасформаторов. То есть на практике уменьшение стомости преобразователя частоты в групповом режиме работы является лишь иллюзией. Ввиду чего выбор был сделан в пользу индивидуального преобразователя частоты на каждый питатель. Использование встроенного промышленногоконтроллера преобразователя частоты, для управления шиберами, позволило съэкономить 24 релейных выхода. Дополнительная экономия бюджета проекта была достигнута организацией связи промышленого контроллера и преобразователя частоты по RS 485. Что свелось к установки модуля связи на промышленный контроллер, преобразователь частоты имеет встроенный RS 485 порт. Данное решение имеет недостаток по сравнению с СС-Link – низкая скорость обмена информации (цикл 2 с), но для данной системы это не принципиально, так как по сетевому протоколу осуществляется только сбор информации. Описанная концепция применения оборудования, позволила добиться нужной степени резервирования всей системы, без использования аппаратно резервированных промышленных контроллеров. Технически, использование данного типа промышленнх контроллеров, предпочтительно, но стоимость такой системы соизмерима со стоимостью всего проекта.
Результат выполненной работы
В результате выполненной работы за счёт синхронизации и стабилизации частоты вращения питателей, была повышена стабильность работы котла. Применение концептуально нового оборудования, расширенной системы диагностики, резервирования систем, позволило практически исключить простои и увеличить время между планово предупредительными ремонтами. В настоящее время выполняется проект модернизации котла № 2. В перспективе, модернизации подлежат ещё 4 котла ТЭЦ 2.
没有评论:
发表评论